Global manufacturing product hub
ToneCooling manufactures liquid cold plates, vapor chambers and CPU coolers under ISO 9001 with ~900,000 plates/year capacity in Guangdong, China — U.S. inquiries supported by ToneCooling Texas LLC.
Cooling Product Categories by Technology
Find the correct ToneCooling product path by heat source, application, process route, and RFQ readiness. This page is for global OEM buyers and engineers comparing custom liquid cold plates, EV battery cold plates, data center direct-to-chip cooling, IGBT power electronics plates, vapor chambers, and heat sinks.
If your project is custom, send drawings, heat load, coolant, flow rate, pressure drop limit, material preference, prototype quantity, and annual demand so the engineering review can start from real constraints instead of a generic catalog match.

Choose the Closest Product Category
Each image below is matched to the category it supports: manufacturing review, manifolded liquid cold plates, EV battery cooling panels, data center direct-to-chip layouts, GPU and CPU cold plates, power electronics plates, process routes, vapor chambers, and heat sinks. Use the category as the entry point, then provide project data for a practical quotation.
Liquid cold plates - start here
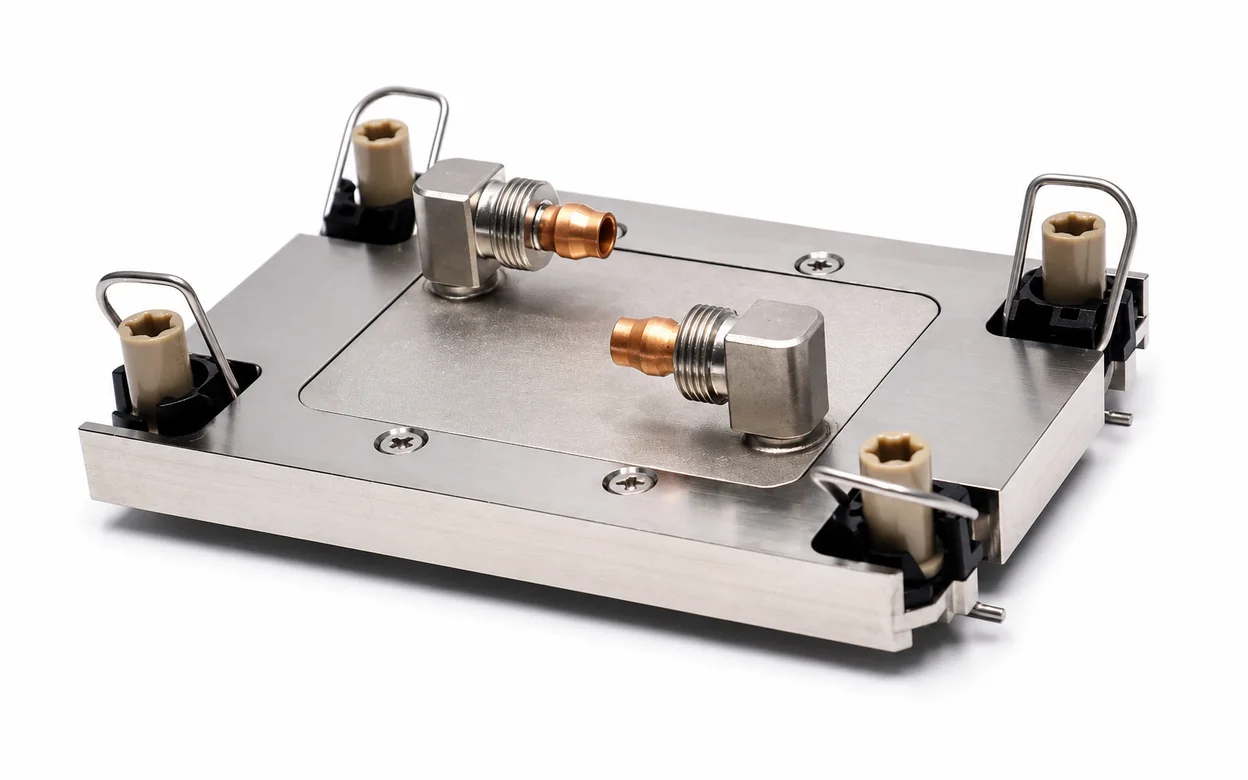
Custom Liquid Cold Plates
Custom copper and aluminium cold plates - FSW, vacuum-brazed and tube-embedded - engineered from your drawings, heat load, coolant and pressure-drop spec. Up to 1200 W per module. Copper / Aluminium - MOQ 5 pcs - prototype 7-15 days.
View Cold Plates
AI server, GPU, CPU, and direct-to-chip cooling
Data Center Liquid Cold Plates
Main RFQ page for AI server liquid cold plates, GPU and CPU modules, manifolds, coolant routing, and pressure drop review.
View category
GPU and accelerator cooling
GPU Cold Plates
Use this category for accelerator and high-power GPU cooling where die area, mounting load, manifold layout, and flow balance need review.
View category
Server CPU cooling
CPU Cold Plates
Use this category for server CPU cold plates where socket footprint, retention hardware, flow path, and rack envelope shape the design.
View category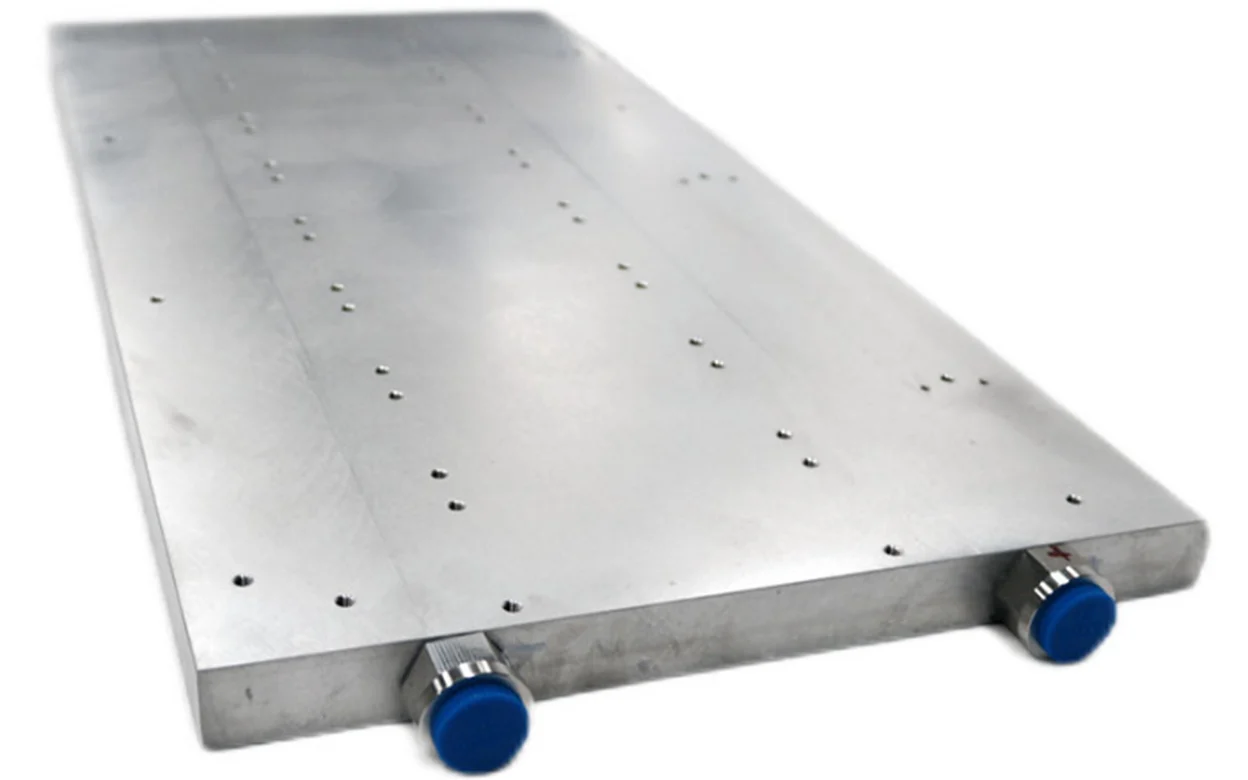
IGBT, SiC module, inverter, and converter cooling
IGBT / Power Electronics Cold Plates
Main RFQ page for IGBT, SiC, inverter, converter, and power module cooling where footprint, heat loss map, flatness, and leak testing matter.
View category
Friction stir welded aluminum cold plates
FSW Liquid Cold Plates
Use this category when the project may need aluminum FSW construction, weld path review, fixture planning, pressure testing, and distortion control.
View category
Battery pack and module cooling
EV Battery Cold Plates
Use this path for module and pack cooling projects where cell layout, coolant, pressure drop, envelope, and validation inputs define the RFQ.
View category
Brazed cold plate process route
Vacuum Brazed Cold Plates
Use this category for brazed cold plate structures with internal channels, machined covers, cleanliness planning, and leak path review.
View category
Embedded tube and cost-sensitive cooling plates
Tubed Cold Plates
Use this category when an embedded tube route may fit the thermal load, bend radius, tube contact, port location, and cost target.
View category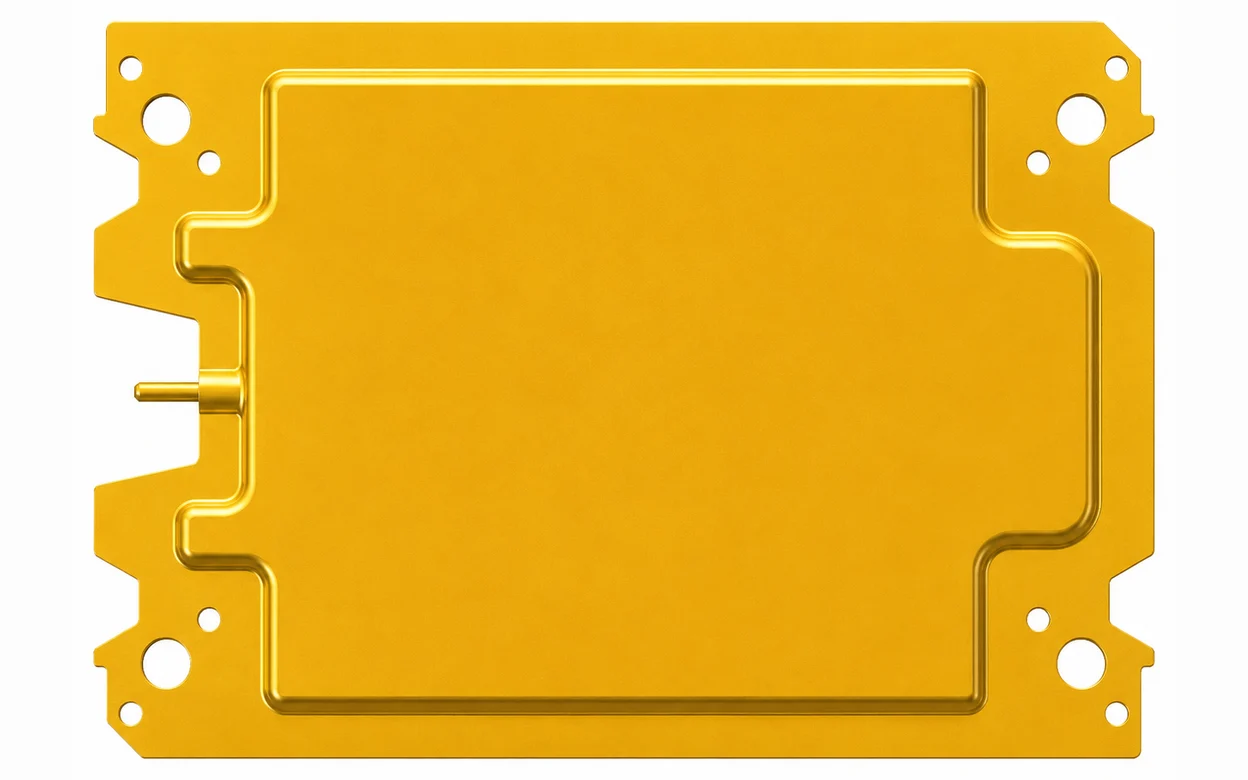
Two-phase heat spreading
Vapor Chambers
Use this category for compact heat spreading where thickness, contact area, orientation, heat flux, and enclosure constraints need review.
View category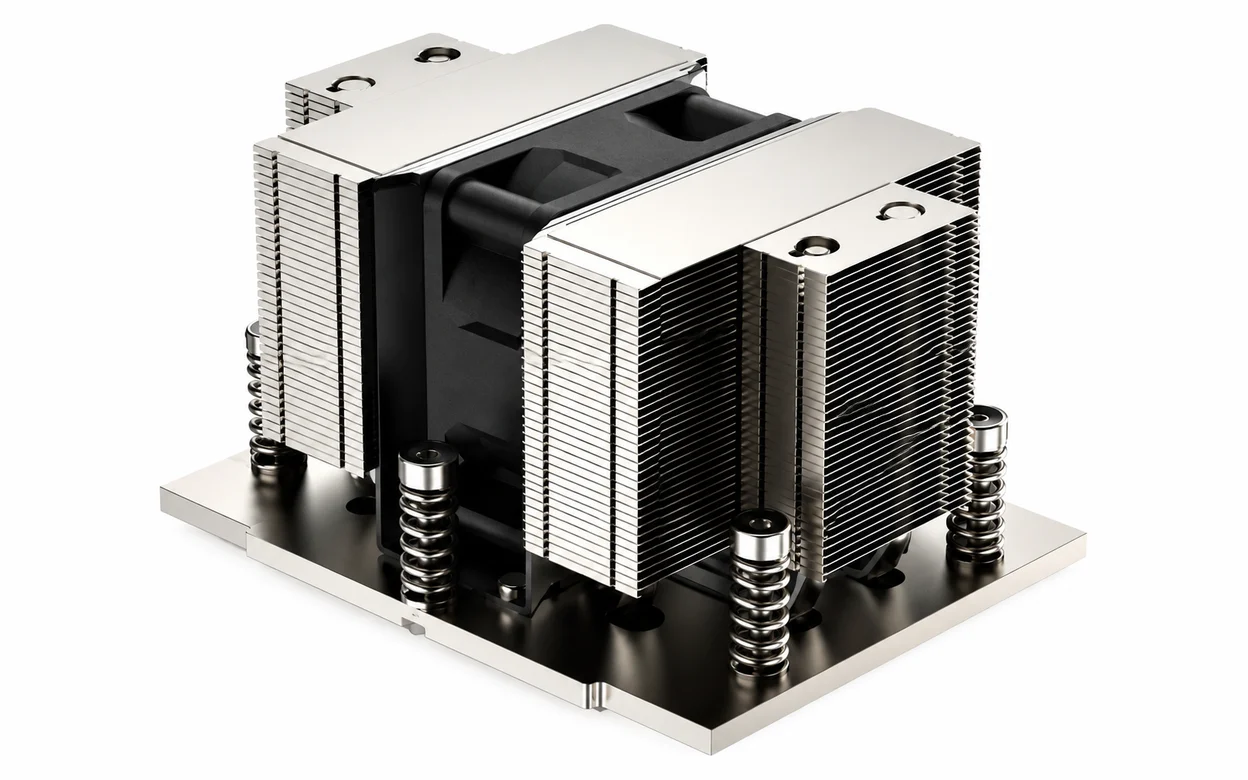
Air-cooled thermal components
Heat Sinks & CPU Air Coolers
Use this category for air-cooled or hybrid designs where fin geometry, copper or aluminum material, airflow, and mounting interface drive selection.
View category
All-in-one liquid cooling
AIO Liquid Coolers
Use this category for closed-loop AIO coolers for servers, workstations, and edge PCs where radiator size (240/360/420), pump layout, and chassis envelope drive selection.
View categoryNot Sure Which Product Category Fits?
For custom thermal management projects, the RFQ inputs are usually more important than the catalog label. Send the project constraints and ToneCooling can review whether the project should start from an application page, a process category, or a direct custom cold plate RFQ.
Send Requirements- Drawing or installation envelope
- Heat load, heat map, or module loss data
- Coolant type, flow rate, and inlet temperature
- Pressure drop limit and port constraints
- Material, coating, flatness, and sealing requirements
- Prototype quantity, annual demand, and validation needs

Browse by Platform & Application
Liquid cooling: Server CPU Cold Plates · GPU Server Cold Plates · AIO Liquid Coolers · EV Charging & Power · CDU · Pumps · DC Fans · Custom Manufacturing
Air cooling: Intel LGA1700 · LGA2011 · LGA3647 · LGA1156 · AMD EPYC SP3/SP5/SP6 · AMD AM4/AM5 · S69 Tower · All 142 Air Coolers
Product Category FAQ
What is the MOQ and prototype lead time?
ToneCooling accepts prototype orders from 5 pieces with a 7–15 working-day lead time. Production runs are typically 4–6 weeks depending on volume, under ISO 9001 quality control.
Which platforms do ToneCooling cold plates support?
We cool NVIDIA GB200/GB300/H200, AMD EPYC SP3/SP5, Intel Birch Stream/Eagle Stream and LGA server sockets, plus EV battery packs, IGBT modules and optical modules — with downloadable datasheets for 300+ models.
Why did the product category page show no products?
The product data was still present in WordPress, but this URL was using an empty Elementor Canvas page instead of a product category hub. This page now renders a controlled product-category directory for the main ToneCooling product families.
Should I choose by product type or by application?
Choose by application first when the heat source is fixed, such as EV battery, data center GPU, CPU, or IGBT module cooling. Choose by process when the route is already defined, such as FSW, vacuum brazed, tubed, copper, or aluminum cold plates.
Can ToneCooling quote from a category page alone?
A category page helps identify the product family, but a useful quotation needs drawings, heat load, coolant, flow rate, pressure drop limit, material preference, testing requirements, prototype quantity, and annual demand.

