Vacuum Brazing Friction Stir Welding is a high-performance thermal management solution engineered by ToneCooling for demanding applications.
Choosing the right joining method for liquid cold plates is a fundamental engineering decision that affects thermal performance, mechanical reliability, production cost, and scalability. The two dominant processes — vacuum brazing and friction stir welding (FSW) — each have distinct advantages. This article provides a detailed technical comparison.

What Is Vacuum Brazing Friction Stir Welding?
Vacuum Brazing
Vacuum brazing joins cold plate components using a filler metal that melts below the base metal melting point, in a vacuum furnace (10^-4 to 10^-5 torr) at 800-1150C. The vacuum environment eliminates oxidation, producing flux-free joints with excellent hermeticity.
Friction Stir Welding (FSW)
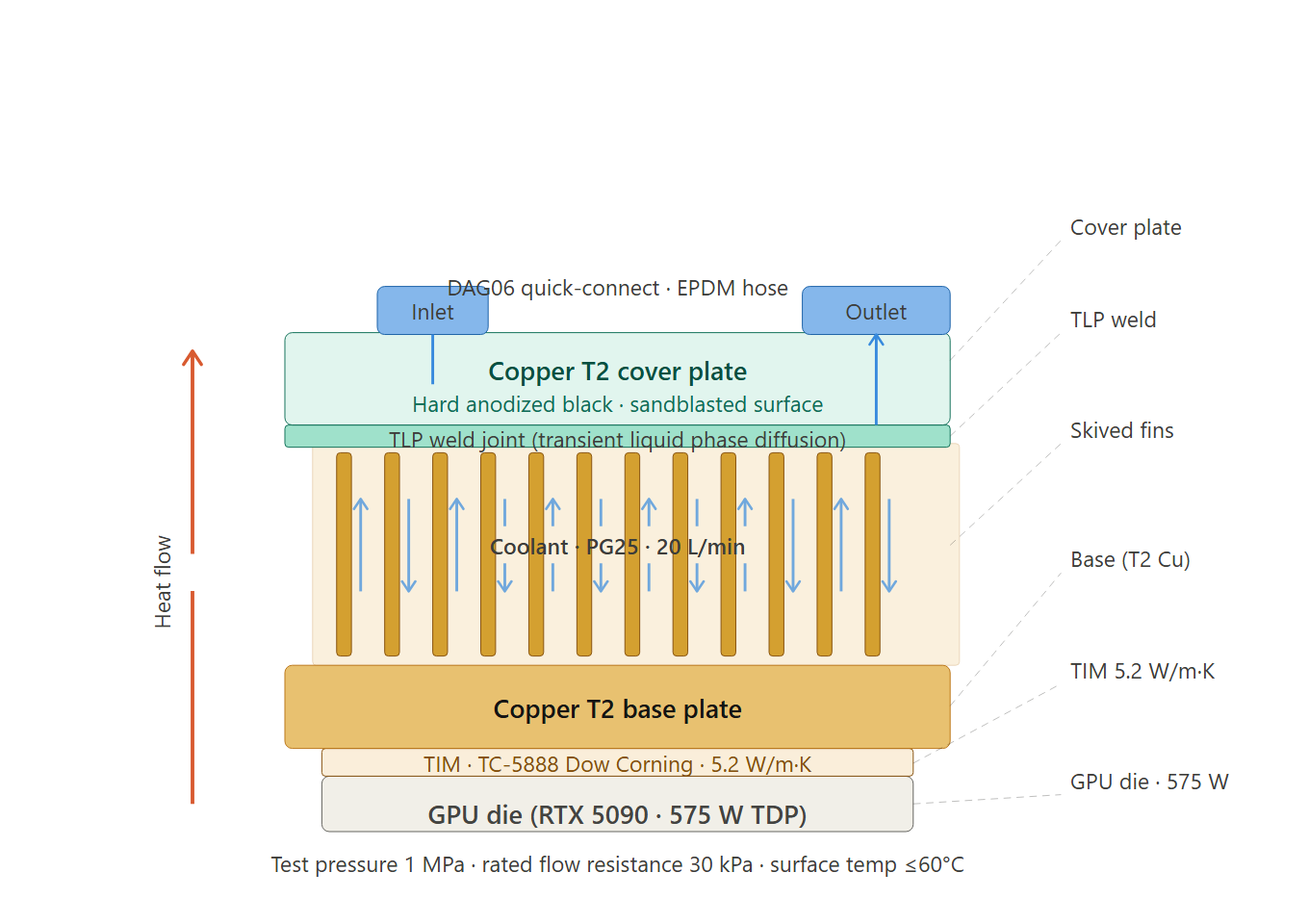
FSW uses a rotating tool that generates frictional heat to plasticize and join two metal surfaces without melting. For cold plates, FSW seals a cover plate onto a base plate containing CNC-machined flow channels. Because FSW is solid-state, it avoids porosity, hot cracking, and excessive distortion.

Head-to-Head Comparison
| Parameter | Vacuum Brazing | Friction Stir Welding |
|---|---|---|
| Joint strength | 80-95% of base metal | 90-100% of base metal |
| Hermeticity | Excellent (10^-9 mbar-L/s) | Good (depends on weld path) |
| Internal geometry complexity | Unlimited (fins, pins, micro-channels) | Limited to 2D machined channels |
| Suitable materials | Copper, aluminum, stainless, dissimilar metals | Primarily aluminum; copper challenging |
| Distortion/warpage | Possible (thermal stress) | Minimal (localized heat) |
| Production speed | Slow (2-8 hour furnace cycle) | Fast (1-5 min/meter) |
| Batch capability | High (multiple parts/load) | One part at a time |
| Best for | Micro-channel copper, multi-layer | Aluminum, high-volume |
When to Choose Vacuum Brazing
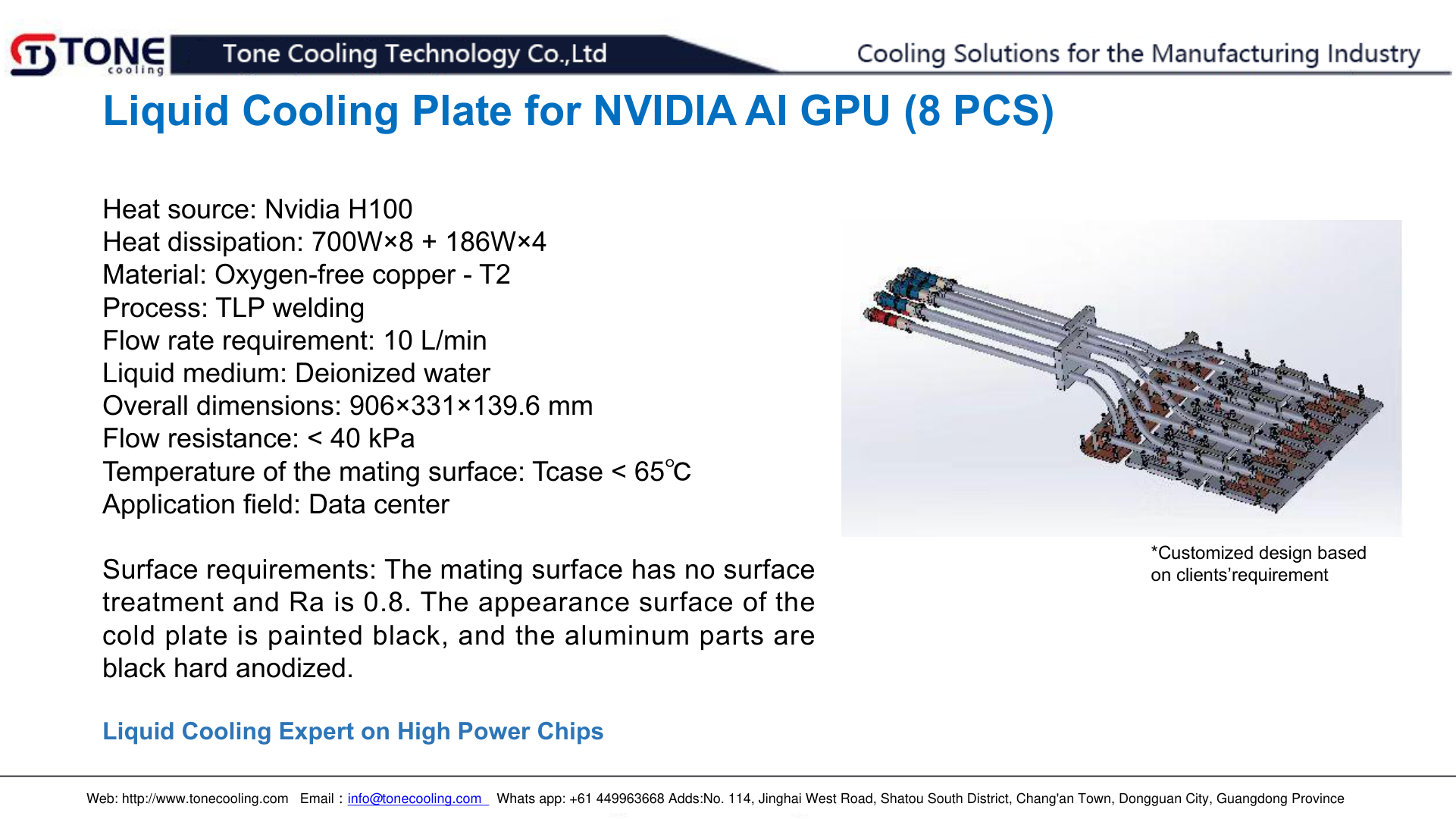
- High heat flux (>30 W/cm2) — Micro-channel copper for NVIDIA GB200 and high-TDP GPUs
- Copper cold plates — Metallurgical bonds between copper fins and base plates
- Multi-layer assemblies — 3+ layer cold plates joined in a single brazing cycle
- IGBT power modules — IGBT cold plates requiring thermal cycling durability
When to Choose Friction Stir Welding
- Aluminum cold plates at volume — Faster and more cost-effective for EV battery cooling plates
- Large cold plates — No size limitation unlike vacuum furnace
- Minimal distortion — FSW’s localized heat causes less warpage
- Simple channel geometry — CNC-machined pockets provide adequate performance at lower cost
Thermal Performance Data
| Metric | Vacuum Brazed (Cu) | FSW (Al) | Difference |
|---|---|---|---|
| Thermal resistance | 0.018 C/W | 0.032 C/W | Brazed 44% better |
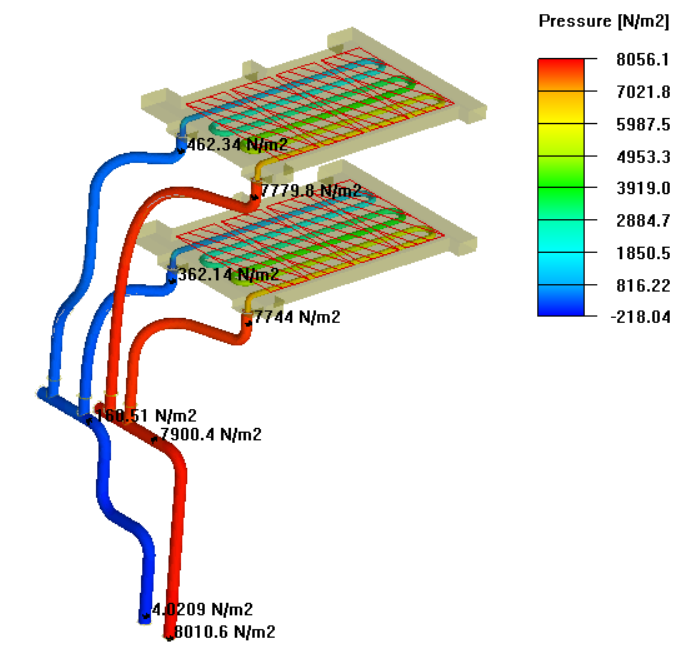
| Pressure drop @ 1.5 LPM | 25 kPa | 12 kPa | FSW 52% lower |
| Weight (same footprint) | 1.8 kg | 0.7 kg | FSW 61% lighter |
| Thermal cycling (5000 cycles) | No degradation | No degradation | Both excellent |
ToneCooling Manufacturing Capabilities
ToneCooling operates both vacuum brazing furnaces and FSW equipment:
- Vacuum brazing — For GB200 cold plates and IGBT cold plates
- Friction stir welding — For EV battery cooling and high-volume applications
- Quality assurance — Helium leak testing, X-ray inspection, pressure testing at 2x operating pressure
Contact Our Engineering Experts Now — ToneCooling offers prototypes in 7-15 days with MOQ as low as 5 pieces. Request a Quote or contact us at info@tonecooling.com.
Frequently Asked Questions
Which joining method provides better thermal performance?
Vacuum brazing achieves 30-45% lower thermal resistance through micro-channel fin arrays with higher surface area.
Is friction stir welding cheaper than vacuum brazing?
At 100+ units, FSW aluminum cold plates cost ~30-40% less than vacuum-brazed copper. At prototype quantities, the difference is smaller.
Can friction stir welding be used on copper?
FSW of copper is technically feasible but challenging. Most manufacturers prefer vacuum brazing for copper due to better joint quality.
Frequently Asked Questions: Vacuum Brazing vs Friction Stir Welding
Which is better for cold plates: vacuum brazing or friction stir welding?
Vacuum brazing is better for complex internal geometries (fin arrays, microchannels) and copper cold plates. Friction stir welding is better for large-format aluminum plates requiring ≤ 0.02mm flatness. Both achieve hermeticity of ≤ 10⁻⁸ mbar·L/s for standard liquid cooling applications.
What is the maximum pressure rating for vacuum brazed cold plates?
ToneCooling’s vacuum brazed cold plates are rated to 25 bar operating pressure, tested at 50 bar hydraulic burst. FSW cold plates achieve 30 bar operating pressure. Both are suitable for all standard liquid cooling systems operating below 10 bar.
Can friction stir welding be used for copper cold plates?
Yes, copper FSW is possible but requires PCBN tooling due to copper’s hardness, increasing cost vs aluminum FSW. For most copper cold plate applications, vacuum brazing is more cost-effective and achieves better internal geometry. ToneCooling uses copper FSW only when flatness tolerance below 0.025mm is required.
Written by DR Kevin, Thermal Engineer at ToneCooling. Contact us to discuss which cold plate joining method is optimal for your application: Request a Quote.
Industry References & Standards
Vacuum Brazing Vs Friction Stir Welding Cold Plate is a critical component in modern thermal management. ToneCooling engineers this solution for AI servers, data centers, EV batteries, and power electronics requiring high-performance liquid cooling.
Vacuum Brazing Vs Friction Stir Welding Cold Plate: Key Specifications
When evaluating vacuum brazing vs friction stir welding cold plate, engineers consider thermal resistance, pressure drop, flow rate, and material compatibility. ToneCooling provides detailed specs for every vacuum brazing vs friction stir welding cold plate design, backed by CFD simulation and testing.
Why Choose ToneCooling for Vacuum Brazing Vs Friction Stir Welding Cold Plate
ToneCooling has manufactured over 50,000 vacuum brazing vs friction stir welding cold plate units for global OEM customers. Our vacuum brazing vs friction stir welding cold plate production features vacuum brazing furnaces below 10⁻⁴ mbar, FSW machines with ≤0.02mm flatness, and helium leak detection at 10⁻⁸ mbar·L/s. Every vacuum brazing vs friction stir welding cold plate undergoes 100% pressure testing at 25 bar.
Our engineering team provides free vacuum brazing vs friction stir welding cold plate design consultation, CFD simulation, and rapid prototyping in 7-14 days. Production vacuum brazing vs friction stir welding cold plate orders ship in 4-6 weeks under ISO 9001:2015 quality management.
Last Updated: 2026-04-08